- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Yoruba
- অসমীয়া
- ଓଡିଆ
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy

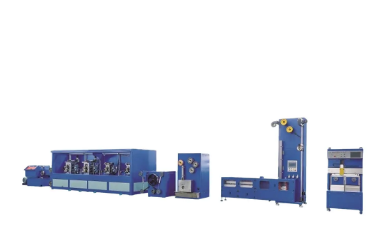
Qu'est-ce qui fait d'un laminoir à fil plat le bon choix pour les conducteurs de précision ?
Résumé de l'article
A Laminoir à fil plattransforme le fil rond ou la bande en fil plat cohérent et de haute précision utilisé dans les moteurs, les transformateurs, les bobines et les projets d'électrification avancés. Mais les acheteurs sont généralement confrontés aux mêmes problèmes : épaisseur instable, fissures sur les bords, rayures de surface, changements lents et rendement imprévisible. Ce guide explique comment fonctionne réellement le laminage de fil plat, ce qu'il faut vérifier avant d'acheter, comment éviter les problèmes de production courants et comment calculer la valeur réelle afin que vous puissiez choisir un équipement qui produit des résultats stables et reproductibles à grande échelle.
Table des matières
- Contour
- Là où la production de fils plats tourne généralement mal
- Comment un laminoir à fil plat crée réellement de la cohérence
- Que spécifier avant de demander un devis
- Comment choisir le broyeur adapté à votre matériau et à votre production
- Un contrôle qualité qui évite les rebuts au lieu de les mesurer
- Conseils d'entretien et de changement qui protègent le rendement
- Coût, débit et retour sur investissement : ce que signifie réellement une « bonne valeur »
- FAQ
Contour
- Problèmes courants des clients dans la production de fils plats
- Principes de laminage du noyau qui influencent l'épaisseur, la largeur et l'état de surface
- Spécifications critiques à confirmer (matériau, gamme de tailles, cibles de tolérance, vitesse)
- Liste de contrôle de sélection pour différents cas d'utilisation (cuivre, aluminium, fil plat petit ou large)
- Étapes de contrôle qualité pour stabiliser la production et réduire les reprises
- Maintenance, planification des passages et habitudes des opérateurs qui préservent les rouleaux et le fil
- Idées de calcul du ROI et que demander à un fournisseur de prouver
Là où la production de fils plats tourne généralement mal
Si vous magasinez pour unLaminoir à fil plat, vous ne le faites probablement pas « pour le plaisir ». Vous le faites parce qu’un processus en cours entraîne de réelles pertes : rebuts, retouches, retards de livraison ou plaintes des clients. Voici les points douloureux qui apparaissent le plus souvent :
- Dérive d'épaisseur :Vous pouvez atteindre la cible au début d'une bobine, puis sortir des tolérances à mesure que la température, la lubrification ou l'usure des rouleaux changent.
- Incohérence de largeur et fissuration des bords :Une réduction trop agressive ou une mauvaise planification des passes peuvent pousser le matériau vers l'extérieur, créant des bords faibles ou des microfissures.
- Rayures de surface et marques d'oxydation :Un guidage sale, une tension instable ou un liquide de refroidissement/lubrification incorrect peuvent ruiner la finition de surface et le bobinage en aval.
- Faible rendement par essais et erreurs :« Ajustons-le jusqu'à ce que cela fonctionne » semble normal, jusqu'à ce que vous calculiez la quantité de cuivre ou d'aluminium que vous donnez à la poubelle.
- Changements lents :Si le changement des jeux de rouleaux prend trop de temps, votre ligne devient un goulot d'étranglement en matière de planification.
- Inadéquation avec les processus en aval :Le fil plat alimente souvent l'émaillage, le recuit, le bobinage, le bobinage ou la formation d'épingles à cheveux. Si la production de l’usine n’est pas stable, tout en aval en souffre.
Un bien conçuLaminoir à fil platIl s'agit moins de « rouler du métal » que de contrôler des variables (pression, alignement, tension, lubrification et calendrier de réduction), de sorte que le résultat devient prévisible plutôt que plein d'espoir.
Comment un laminoir à fil plat crée réellement de la cohérence
Le laminage de fil plat est essentiellement une déformation contrôlée : vous réduisez l'épaisseur tout en gérant la largeur et la qualité de la surface. Les pièces qui comptent le plus sont celles qui maintiennent la déformation stable d’une bobine à l’autre.
Mécanismes clés qui génèrent une production stable
- Contrôle précis de l’écartement des rouleaux :De petits changements dans l’écartement des rouleaux se traduisent directement par une variation d’épaisseur. Un ajustement stable et des paramètres reproductibles ne sont pas négociables.
- Planification du planning des passes :Plusieurs réductions plus légères protègent généralement mieux les bords et la surface qu’une forte pression. Les bonnes usines prennent en charge des stratégies cohérentes à passes multiples ou en tandem.
- Gestion des tensions :Trop de tension peut rétrécir le fil et provoquer une striction ; trop peu peut créer des ondulations ou un mauvais suivi. Le comportement de paiement/prise en charge contrôlé est important.
- Guidage et alignement :Un mauvais alignement provoque des dommages aux bords, des rayures diagonales et une épaisseur inégale sur la largeur. Un bon guidage maintient le fil centré et calme.
- Lubrification et refroidissement :La « bonne » approche dépend du matériau et de la vitesse. L’objectif est une friction stable, une température contrôlée et des surfaces propres.
Lorsque ces variables sont contrôlées, vous obtenez le résultat qui intéresse réellement les acheteurs : une épaisseur stable, une surface propre, des défauts de bord minimes et moins de plaintes en aval.
Que spécifier avant de demander un devis
Les fournisseurs ne peuvent pas recommander la bonne configuration si vos exigences sont vagues. Avant de demander un prix, documentez les éléments essentiels ci-dessous. Cela évite les sous-spécifications (douleur plus tard) ou les sur-spécifications (budget gaspillé).
- Matériel:cuivre, aluminium ou alliage ; inclure l’humeur/l’état, le cas échéant.
- Formulaire de saisie :diamètre du fil rond ou dimensions de la bande ; diamètre intérieur/extérieur de la bobine ; poids de la bobine.
- Plage de fils plats cible :plage d'épaisseur et de largeur finies, ainsi que les attentes en matière de tolérance.
- Exigences de surface :norme cosmétique, sensibilité aux rayures, besoins d'émaillage ou de collage en aval.
- Objectif de production :attentes en kg/heure ou m/min et tailles de lots typiques.
- Intégration:gain/prise en charge, recuit, mise en file d'attente, mesure en ligne ou connexion aux commandes de ligne existantes.
- Réalité de l'opérateur :le niveau de compétence de votre équipe et si vous avez besoin d’une opération plus simple basée sur des recettes.
Si vous souhaitez moins de « surprises », demandez au fournisseur de mapper vos spécifications sur une méthode de laminage recommandée, une approche de calendrier de réussite et un plan de contrôle qualité, et pas seulement une disposition de la machine.
Comment choisir le broyeur adapté à votre matériau et à votre production
Toutes les usines ne se comportent pas de la même manière, même si les brochures se ressemblent. Le « droit »Laminoir à fil platest celui qui correspond à votre comportement matériel, à vos exigences de tolérance et à la réalité de la production quotidienne.
Utilisez cette liste de contrôle pratique
- Stabilité sur vitesse maximale :La rapidité n’a pas d’importance si vous vous arrêtez souvent pour des ajustements ou des rebuts.
- Recettes répétables :Recherchez les configurations qui vous permettent d'enregistrer et de rappeler les paramètres des tailles courantes.
- Conception de changement rapide et sûre :Le remplacement des rouleaux, le réglage du guidage et le nettoyage devraient être simples.
- Sortie mesurée, sortie non devinée :Les options de mesure en ligne (ou un flux de travail d'échantillonnage simple) sont importantes pour les travaux à tolérance stricte.
- Prise en charge de votre gamme de tailles :Une machine optimisée pour le fil plat étroit peut avoir des difficultés avec des profils larges et vice versa.
De nombreux acheteurs se soucient également de la capacité du fournisseur : si le fabricant peut aider à la mise en service, respecter les délais et former les opérateurs. C'est làJiangsu Goodroller Machinery Co., Ltd.est souvent évalué, non seulement en tant que fournisseur d'équipements, mais aussi en tant que partenaire pour une configuration de production stable et une répétabilité dès le premier lot.
Tableau de comparaison rapide : que demander et pourquoi c'est important
| Point de décision | Que demander | Pourquoi c'est important pour vous |
|---|---|---|
| Gamme de tailles | Quelle est la plage d’épaisseur/largeur finie éprouvée sur des matériaux similaires ? | Cela empêche d'acheter une usine qui « peut » faire votre gamme sur papier mais qui a du mal à produire réellement. |
| Stratégie de tolérance | Comment maintenir l’épaisseur sur de longues séries (méthode de contrôle + mesure) ? | Réduit la dérive, les retouches et les retours clients. |
| Protection des surfaces | Conception directrice, approche de lubrification et plan de nettoyage ? | Protège la finition du bobinage/émaillage et réduit les chutes causées par les rayures. |
| Temps de changement | Temps typique de changement de rouleau/guidage avec des opérateurs formés ? | Cela a un impact plus important sur la capacité quotidienne que les chiffres de vitesse maximale. |
| Assistance à la mise en service | Fournissez-vous des conseils sur les horaires de passage et une formation des opérateurs ? | Réduit le temps de montée en puissance et évite le gaspillage par essais et erreurs. |
Un contrôle qualité qui évite les rebuts au lieu de les mesurer
La qualité du fil plat ne consiste pas seulement à respecter un nombre sur un micromètre. Il s’agit de prévenir l’instabilité avant qu’elle ne devienne une ferraille. Voici des habitudes de contrôle qui réduisent systématiquement les rejets :
- Vérification du début de bobine :Échantillonnez tôt, confirmez l'épaisseur/largeur et verrouillez la recette avant d'augmenter la vitesse.
- Vérifications de la fenêtre de processus :Surveillez la température, l’état de lubrification et la propreté des rouleaux à un intervalle défini.
- Inspection des bords :Les fissures sur les bords commencent souvent petites. Un contrôle de routine rapide peut éviter une multitude de défauts.
- Cohérence sur toute la largeur :Vérifiez l'uniformité de l'épaisseur de gauche à droite si vos applications sont sensibles (par exemple, des bobines précises).
- Traçabilité :Enregistrez l’ID de la bobine, les paramètres et les résultats. Lorsqu’un défaut survient, vous voulez des causes, pas des suppositions.
Défauts courants et diagnostic rapide
| Symptôme | Cause probable | Solution pratique |
|---|---|---|
| Dérive de l'épaisseur avec le temps | Changement de température, changement de lubrifiant, usure des rouleaux, écart instable | Stabiliser le refroidissement/lubrification, vérifier la répétabilité des écarts, planifier l'inspection des rouleaux |
| Fissures des bords | Sur-réduction par passe, désalignement, inadéquation de la dureté du matériau | Ajuster le calendrier des passes, améliorer l'alignement des guidages, examiner l'état des matériaux |
| Rayures superficielles | Guide/rouleau sale, débris, mauvaise lubrification | Nettoyer les guides/rouleaux, lubrifier les filtres, inspecter la propreté du débit/enroulement |
| Ondulation ou cambrure | Tension inégale, problèmes de suivi, réduction inégale | Stabiliser le contrôle de tension, vérifier l'alignement, vérifier l'état du rouleau |
Conseils d'entretien et de changement qui protègent le rendement
Le moyen le plus rapide de transformer un bienLaminoir à fil platdans une « machine à problèmes », c’est considérer la maintenance comme facultative. Le fil plat est impitoyable : de minuscules défauts deviennent de gros problèmes en aval.
- La propreté est une production :Gardez les rouleaux, les guides et les surfaces de contact propres. Une particule incrustée peut marquer des kilomètres de fil.
- Routine d’inspection des rouleaux :Vérifiez les micro-éclats, les marques d'usure et les bords endommagés. Remplacez ou réaffûtez avant que les défauts ne se multiplient.
- Discipline de lubrification :Maintenir une qualité de lubrification constante. Un lubrifiant vieux ou contaminé modifie le comportement de friction et la finition de surface.
- Étapes de changement standardisées :Documentez la « bonne façon » de changer les rouleaux et d’aligner les guides afin que les performances ne dépendent pas d’un seul opérateur expérimenté.
- Stratégie pièces de rechange :Gardez les pièces d'usure critiques à portée de main pour éviter les temps d'arrêt qui détruisent les engagements de livraison.
Un fournisseur qui vous assiste avec des documents de mise en service, des formations et des calendriers préventifs peut réduire considérablement votre période de montée en puissance et stabiliser la qualité plus rapidement, en particulier lorsque vous produisez plusieurs formats avec des changements fréquents.
Coût, débit et retour sur investissement : ce que signifie réellement une « bonne valeur »
Les acheteurs comparent souvent les machines par prix initial. Mais le coût total de possession est généralement déterminé par trois éléments : le rendement, la stabilité et la disponibilité.
Un cadre de retour sur investissement simple que vous pouvez utiliser
- Réduction des déchets :Si une meilleure stabilité réduit les rebuts ne serait-ce que de 1 à 2 %, les économies peuvent être significatives pour la production à forte teneur en cuivre.
- Moins d'arrêts :Chaque redémarrage coûte du temps, du matériel et de l'attention de l'opérateur.
- Changements plus rapides :Si votre gamme de produits est large, une amélioration de 15 à 30 minutes par changement peut ajouter une réelle capacité hebdomadaire.
- Stabilité en aval :Un fil plat stable réduit les rebuts lors de l'émaillage, du bobinage et du formage, où les défauts peuvent être encore plus coûteux.
Lors de l'examen des devis, demandez au fournisseur d'expliquer comment sa conception protège le contrôle de l'épaisseur, la finition de surface et l'efficacité du changement en fonctionnement réel, et pas seulement dans les numéros de catalogue.
FAQ
Q : Quels matériaux d’entrée un laminoir à fil plat peut-il gérer ?
UN:De nombreuses lignes sont configurées pour le cuivre ou l'aluminium sous forme de fils ronds ou de bandes. La clé est d'adapter la configuration de l'usine et l'approche de réussite au comportement de vos matériaux, à leur plage de tailles et à leurs objectifs de tolérance.
Q : Comment puis-je déterminer la bonne tolérance d’épaisseur et de largeur ?
UN:Commencez par les exigences en aval (spécifications d’émaillage, d’enroulement, de formage ou de bobine de transformateur). Définissez ensuite des tolérances suffisamment strictes pour protéger les performances, mais réalistes pour une production de masse stable.
Q : Pourquoi des fissures sur les bords se produisent-elles pendant le roulage ?
UN:Les fissures des bords résultent généralement d'une réduction trop agressive par passe, d'erreurs d'alignement ou d'une inadéquation entre l'état du matériau et le programme de laminage. Un meilleur plan de passe et un guidage amélioré résolvent généralement le problème.
Q : Que dois-je donner la priorité si la finition de surface est critique ?
UN:Guidage propre, lubrification/filtration stable et routines de nettoyage disciplinées. Les rayures sont souvent causées par des débris et des frottements irréguliers plutôt que par un « mauvais matériau ».
Q : Une usine peut-elle prendre en charge efficacement plusieurs tailles de fil plat ?
UN:Oui, s’il est conçu pour des ajustements rapides des rouleaux et des guidages, ainsi que pour une répétabilité de type recette. Si les changements de taille sont fréquents, la conception du changement compte autant que la rapidité.
Q : Quelles informations dois-je envoyer à un fournisseur pour obtenir une recommandation précise ?
UN:Type de matériau, dimensions d'entrée, plage de tailles finies, objectifs de tolérance, exigences de surface, objectif de production, spécifications de bobines et besoins d'intégration en aval. Plus vos données sont complètes, moins il y aura de surprises plus tard.
Si votre processus actuel vous coûte du rendement, de la stabilité ou de la confiance en matière de livraison, unLaminoir à fil platpeut transformer la production au fil plat en un flux de travail prévisible et contrôlable. Pour obtenir des conseils sur le dimensionnement, des recommandations de configuration et une assistance pratique à la mise en service,Contactez-nousàJiangsu Goodroller Machinery Co., Ltd.et indiquez-nous votre matériau et vos cibles de fils finis. Nous vous aiderons ensuite à élaborer une solution qui fonctionne proprement et de manière cohérente.